0.05 millimetres is the average diameter of a human hair.
However, this is also twice the layer thickness with which our new SLA 3D printer has recently been printing high-resolution models for our projects.
Our 3D printers are now an important part of a wide range of projects for all departments at Busse. Where in industrial design, for example, formal-aesthetic checks on the physical model are usually easier to evaluate than on a computer screen, this naturally also applies to physical control elements developed by the UI/UX team, and 3D printing can also help to develop functional assemblies and test them hands-on in engineering.
In addition to the machinery in our prototyping department, we have been using FDM 3D printing in rapid prototyping for some time now. This is probably the most widespread and best-known method of additive printing methods:
A base material, also known as filament, is pressed from a spool into a hot brass nozzle with the help of a gear wheel and from there extruded layer by layer in a controlled manner on a moving print bed.
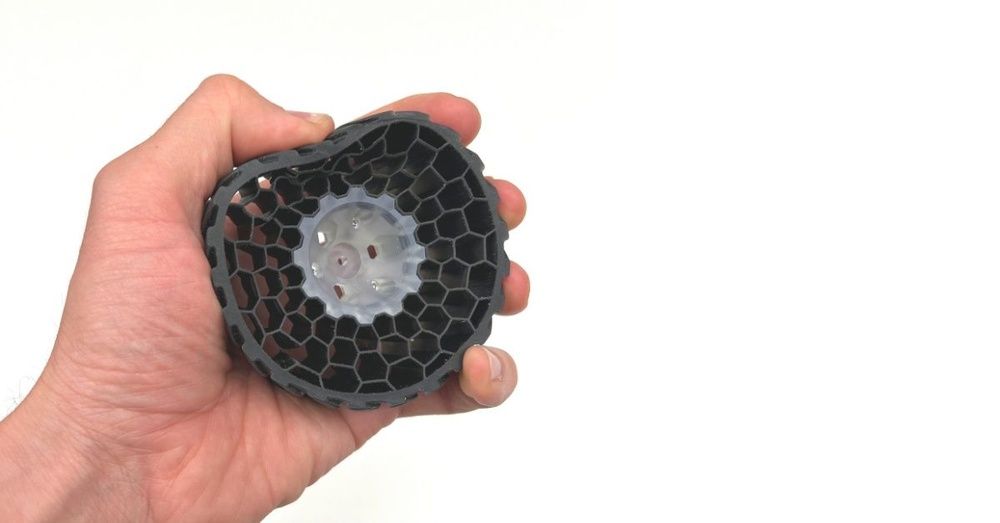
This results in formal mock-ups, models for ergonomic testing and functional components for mechanical assemblies. They are all united by the familiar appearance, which is primarily recognisable by the single-colour plastic and the visible layers.
Various plastics with processing temperatures between 200 and 300 degrees Celsius are used, depending on the requirements for stability, flexibility and durability.
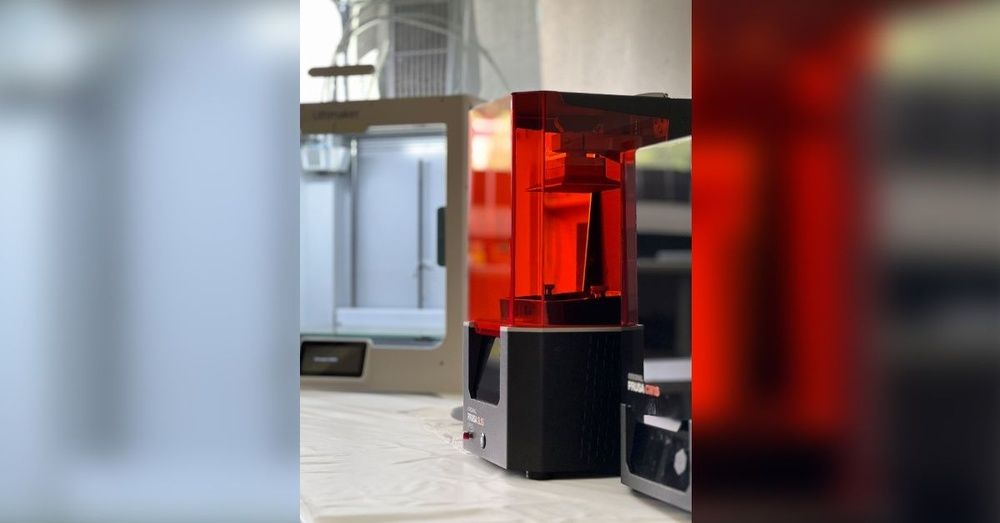
The newly acquired PRUSA SL1S 3D printer now stands in contrast to all these points.
The SLA process scores points on a small scale: Due to the tiny layer thicknesses, small components can be realised particularly well and no perceptible layers remain on the surface of the model. The SLA printer also feeds its build space not from a coil but from a bath of UV-sensitive resin.
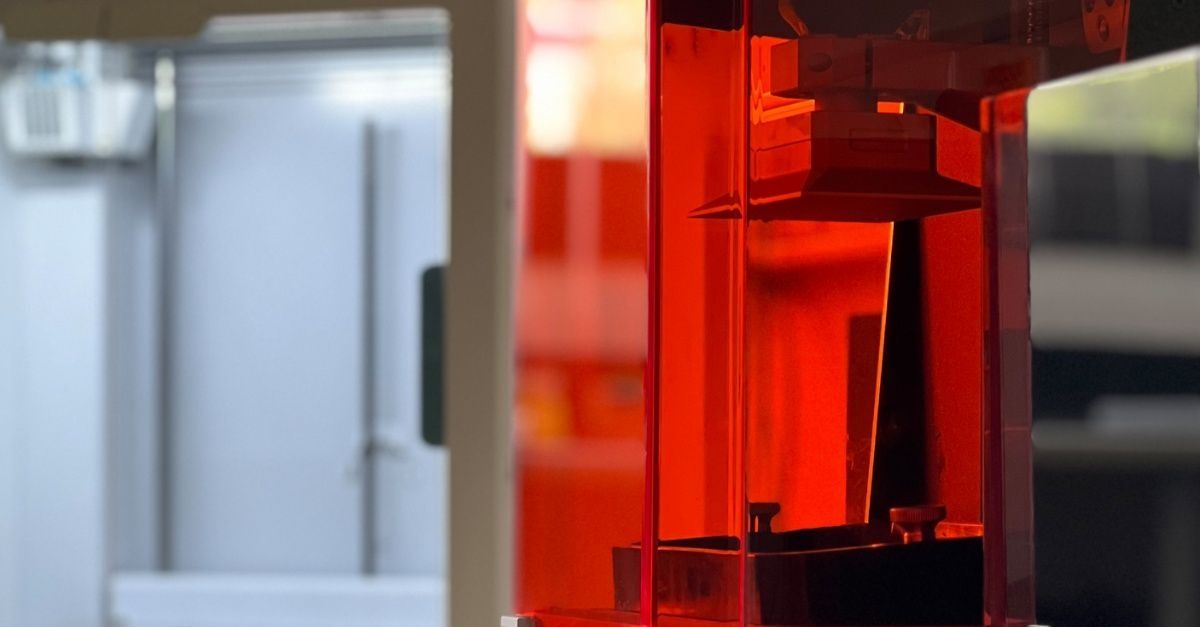
The device exposes layer by layer at a wavelength of 405 nanometres, creating the desired 3D model and allowing it to gradually emerge overhead from the resin bath. A decisive difference to the coarser FDM process is that the FDM printer has to approach every point of the model in order to apply the material. The SLA printer exposes each layer as a whole and does not have to scan each point of the layer with a laser beam. This is done using a monochrome display that emits UV light.
Depending on the resin, dimensionally stable, transparent or even flexible prototype parts can be produced in a short space of time and first cleaned of excess resin in the associated curing and washing machine and then finally cured again under UV light.
Although the build space of the SLA printer is considerably smaller than that of the large FDM printer, this is precisely where the difference in intended use lies. While the large filament printer can produce the less delicate models and parts, the resin printer takes care of the small, fragile components and so both devices complement each other perfectly for the rapid implementation of ergonomics studies or modelling projects without being dependent on suppliers or material bottlenecks.